


Recently, Sharon and I traveled to Pennsylvania to visit with Dale and Tina Unger of American Archtop Guitars. Dale and his wife Tina live in the town of Stroudsburg. Dale suggested that since Nazareth is only about a half hour away that we should drop in at the Martin Factory. We agreed. The next morning Dale, Sharon and I drove out to Nazareth.
Please Be Patient
The thumbnails may take some time to load.Click on any picture to see a larger version
The front door to the Martin factory. I figured that it was a good place to start.
Just inside, there is a small room they call the Martin Museum. They have some very unique guitars in display cases as well as some hanging on the wall that you can play. Hanging on the wall were these portraits of the Martin family lineage. All owners of the Martin Guitar Company.
Here is a display of some very interesting pieces. An 8 string ukulele, a 6 string parlor guitar with an Ivory Bridge and the one in the back is a double neck - 6 string and 12 string fretless. How's that for weird.
Some more guitars, tolls and trinkets on display.
Here is Dale - doing his best Arlo Guthrie impression.
The Hallway to the factory floor is lined with displays of various guitar parts in different stages of production. Here are examples of parts made in the "Machine Room" That is where all the milling takes place.
More machine room parts.
I didn't want to waste pictures on each display - so here is a shot of the whole hallway. Lots of parts.
First stop in the factory is the new string department. Martin makes all of there own strings as of the last few years. There is some pretty heavy machinery in here. Everything is very automated.
Sorry for the blurry picture here - But this was neat - this machine exists soley for the purpose of attaching the ball end of the string. It does it very fast and the guy standing next to it is there to make sure that the string is fed properly into the machine. Sombody has to do it - right? - think about this guy the next time you wonder about how great it would be to work at the Martin Factory - you might get his job!
Here is another blurry one - don't try to adjust your monitor - I included it to show you how the winding gets put on the string. Workers here merely load the core wire onto the machine and it does the rest.
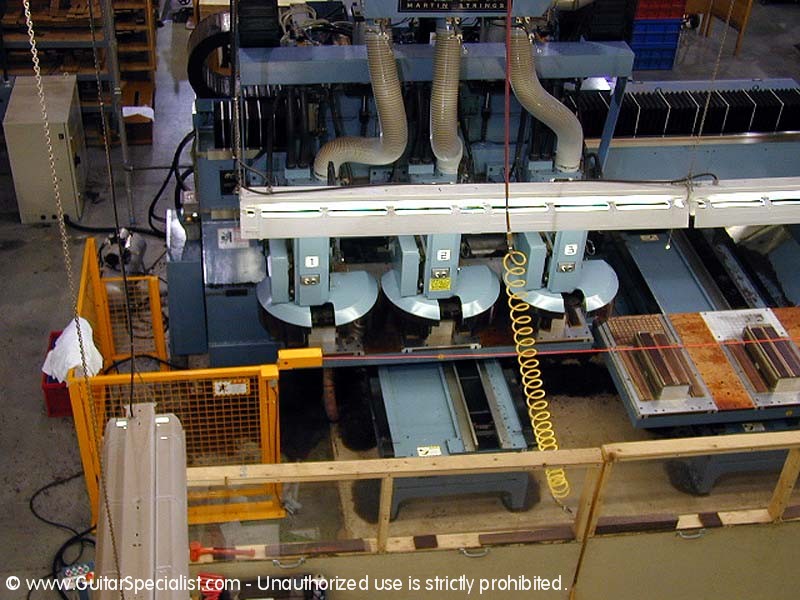
Here we go - Clear pictures again - This is the Machine room - These mammoth machines (CNC) are rough cutting just about everything you can think of that goes on a guitar. Bridges, necks, fingerboards - you name it.
They are all run by computer in the control room (looks like something from NASA), each machine ahs three cutting heads and they are capable of cutting upwards of 12 necks at a time.
Here is a good close up of one of the CNC Machines. And you thought there we little old men in shop aprons and chewing cigars cutting these things out by hand with chisels and spoke shaves.
This machine is cutting out fingerboards - It starts with a blank - cuts the profile, the fret slots (perfectly I might add) and the inlay cavities - leaving the neck ready for Frets and inlays then installation on to a guitar.
Here is a picture from the other side of the machine room. One hell of an operation if you ask me - and no saw dust anywhere to be found.
I couldn't resist posing with Sharon next to this piece - they have goofy things like this throughout the factory.
Here is a whole slew of necks all finished with the tuners installed - waiting for bodies. I know the picture seems out of order - but as you walk through the factory there are guitar parts in different stages of production - all over the place!
Here is a side bending machine. The side wood is obviously cut and "thicknessed" to the proper size in the milling room. Here it is heated and then bent to shape on this machine. They have different molds for different models.
Here are a couple of older side bending jigs. The one in the front is marked "DCutaway" for the treble, cutaway side of the guitar.
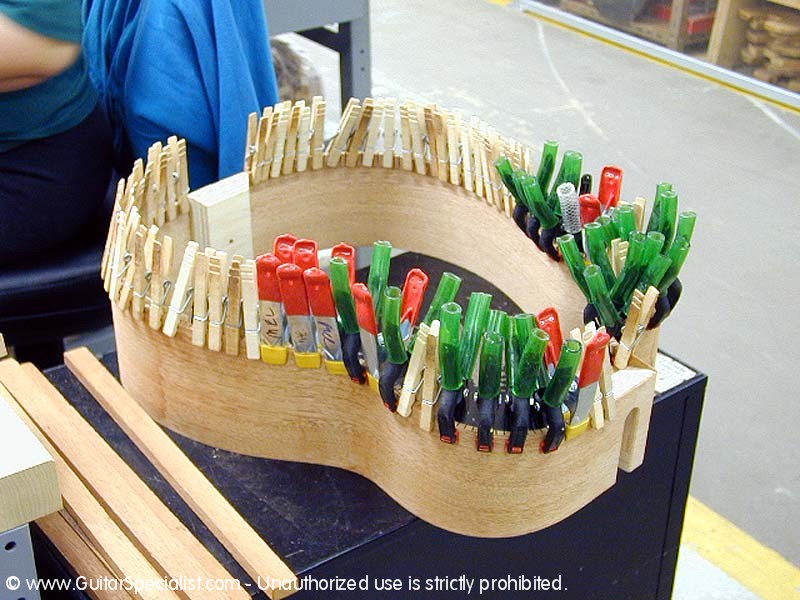
We skip ahead here a couple of steps. After the heel and end blocks are glued in (holding the sides together), then the kerfing is glued into place. The old fashioned way - lots of clamps and clothes pins.
A couple of side sets waiting for the glue to dry.
Here is a good shot of the kerfing glued and clamped after just being finished.
After the kerfing is dry the profile sides need to be shaped to accept the top and back. Here they are loaded into a sanding disk and they are sanded into shape.
This guy has a lot of work to do.
Here you can see how the backs are glued and pressed onto the guitar.
Then the guitar needs to have it's top fitted. Each top is carefully fitted to each guitar. You can see the bodies in the presses behind this guy fitting a top to a dreadnaught.
Here we are in the binding department. That's all these people in this department do is put binding on guitars - and boy are they good at it!
This display was hanging on the wall - I thought is was a cool example of some of the inlay choices Martin offers
A good shot of the inlay department.
Back in the binding department. You can see the binding being put in place with tape.
After the binding is glued, it is held in place with heavy cloth while it dries.
Even though all the necks are shaped by a C & C Machine - the final shaping is still done by hand - here in the neck department.
Boy - do they have a lot of work to do. Here we can see necks waiting for final shaping.
Here are the bodies that go with those necks - hanging outside the finishing area.
Here the finish is being scraped off the binding before each guitar gets it's clear coat.
The Buffing Department. All the bodies are getting buffed to a high gloss - except the sating finish ones of course.
At Martin - the finish the Bodies and Necks separately - Then join the parts together - something us repair guys appreciate very much when it come to Neck Resetting Time.
Finished Necks awaiting their bodies - Here is something Martin has been doing for a couple of years or so now - a "Set Screw" as they like to call it - a little threaded insert to help pull the neck towards the body. Even a company as old as Martin can still learn new tricks - it's good to see.
In the Bridging department I got a peek at one of their custom finishes. This is a really funky color that Chris Martin borrowed from his love of car racing. This finish reportedly cost something like $300 a quart. You can bet that they won't be making lots of guitars with it.
Bridges being glued and clamped into place. Somebody really digs Elvis here.
Finished guitars awaiting tuners and strings. I can't think of a job I would want less then to have to string all those guitars.
But these folks don't mind - Here we are in final assembly - otherwise known as the stringing department.
These folks are busy - very busy getting strings on guitars to fill orders.
Here is the packing department - each guitar is matched with it's order forms and shipped all over the planet.
Directly across from the shipping department are the electronics installation benches. If a guitar is supposed to have on board electronics installed - it is actually the very last thing to be done - just before it ships.
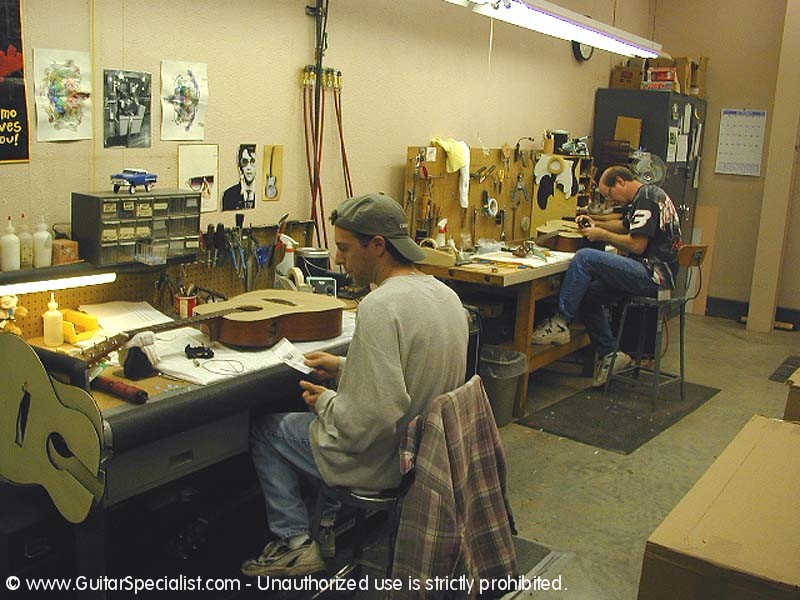
we can't leave without stopping by and visiting with our comrades in the repair department - Martin actually has a very small repair department - the prefer not to have repairs done in house.
A good shot of one of the repair benches.
Here is our good Dale Unger with Dick Boak our tour guide and one of the gurus at Martin. Some would say he "is Martin Guitars" - I agree
Before we go I thought it would be fun to see the "Old Martin Factory" - The Original. It is now the home of the Parts department.















































|
(914) 401-9052 |
|
|
|
� Copyright 1998 - 2019 and beyond |

